
Dear TwinCAT/PLC developers,
I’m very happy to announce the release of the TcUnit-Runner, an open-source tool for integration of TwinCAT unit tests into a CI/CD toolchain automation server such as Jenkins. When TcUnit, the TwinCAT unit testing framework, was released back in December of 2018 I would never have imagined how widespread it would get. Since then, I’ve received e-mails from PLC developers every week with questions, improvement suggestions or just gratitude for this open-source software. The TcUnit framework has found its way into the full range of projects ranging from small machines to multi-billion € projects. With this response, I would say that there definitely is a need for unit testing in the world of automation. The adoption of TcUnit into TwinCAT projects across the globe has motivated the further development of TcUnit. One limitation of the TcUnit framework was that it was only possible to run the unit tests locally on your development machine (or PLC), and thus needed to be run manually every time a change in the software was made. Modern software practices advocate that software development should adhere to the practices of continuous integration/continuous delivery (CI/CD), so that tests would be run automatically when committing changes to version control. Thus, TcUnit-Runner was developed.
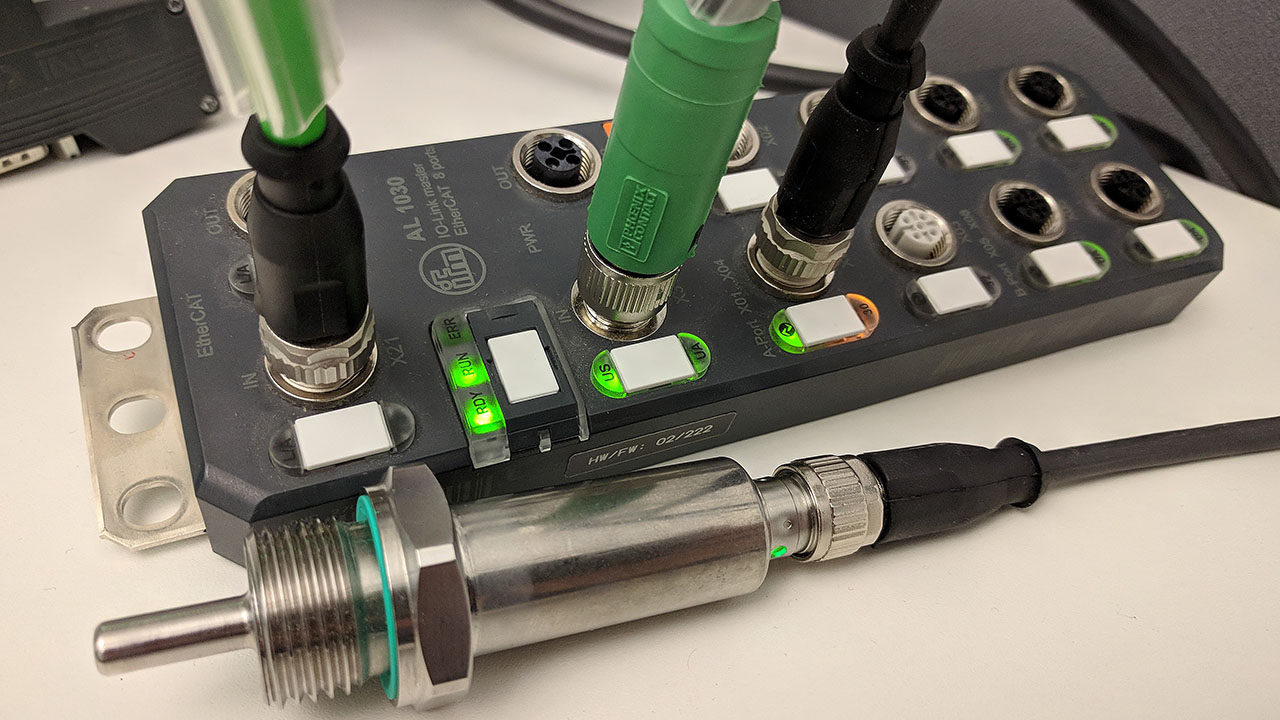
 We’re finally at the last post of this series! Patiently we’ve written all our tests and done all our code that implements the required functionality and made sure that our code passes all the tests. But in the end of the day, despite all the theory and coding we want our code to run on a real physical device. Now it’s time for the favorite part of every PLC programmer, which is getting down to the hardware and micro controllers! Let’s get to the grand finale, and test our code on a real PLC, IO-Link master and IO-Link slave.
We’re finally at the last post of this series! Patiently we’ve written all our tests and done all our code that implements the required functionality and made sure that our code passes all the tests. But in the end of the day, despite all the theory and coding we want our code to run on a real physical device. Now it’s time for the favorite part of every PLC programmer, which is getting down to the hardware and micro controllers! Let’s get to the grand finale, and test our code on a real PLC, IO-Link master and IO-Link slave.
 In
In 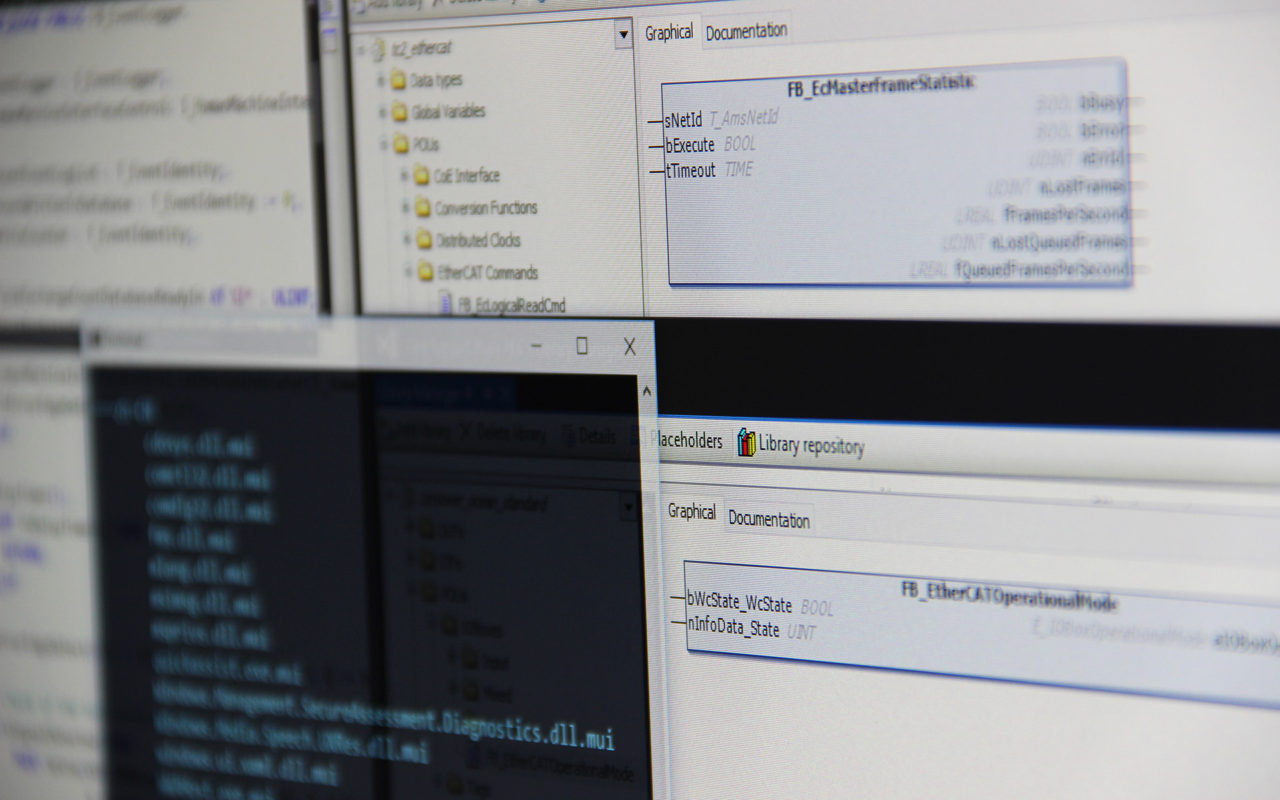
 In the last post of the series of unit testing in TwinCAT we finalized our unit tests, thus creating the acceptance criteria for the expected functionality for our function blocks. Now it’s time to do the actual implementation of the function blocks that we described in
In the last post of the series of unit testing in TwinCAT we finalized our unit tests, thus creating the acceptance criteria for the expected functionality for our function blocks. Now it’s time to do the actual implementation of the function blocks that we described in 
 In the
In the 
 In the
In the 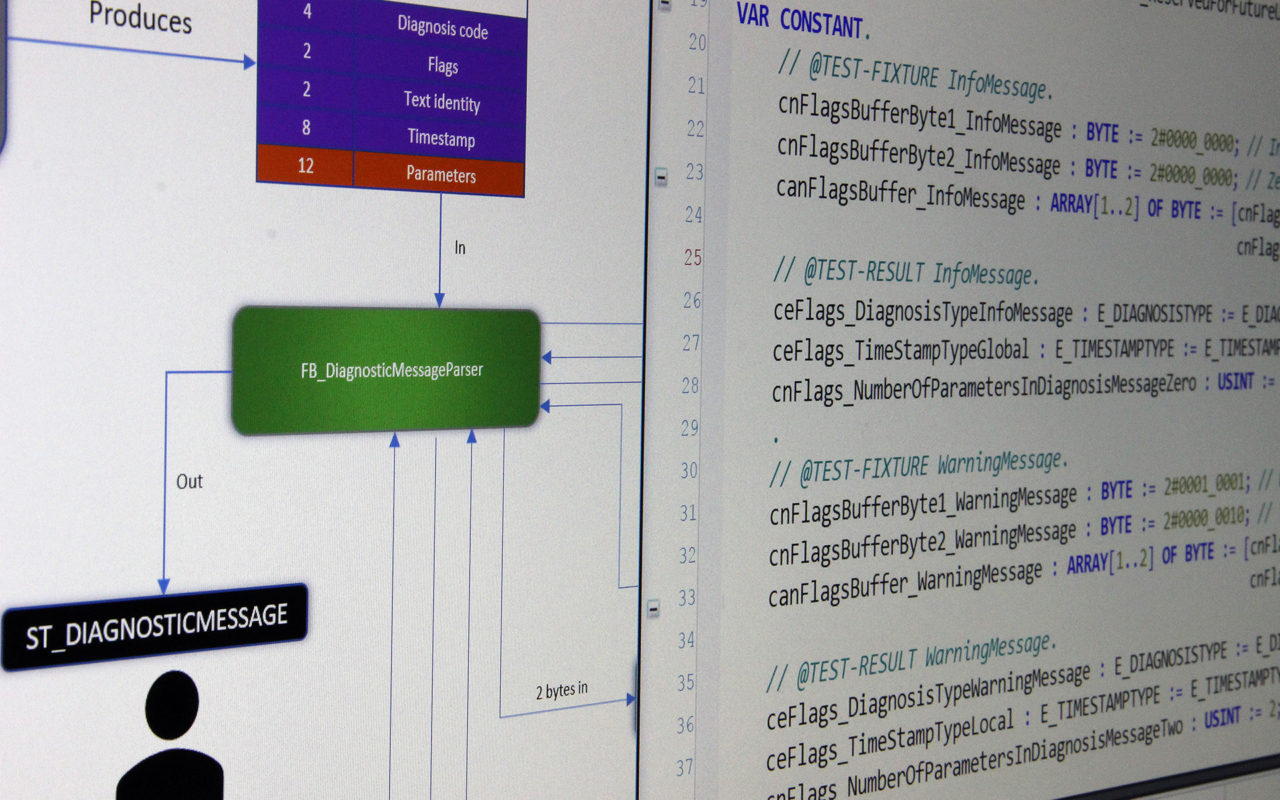
 In my
In my  lopment (TDD) doesn’t seem to be all too common among TwinCAT-developers, which is a shame. From my experience, TDD has a strong foothold everywhere among developers, but TwinCAT? Not so much. And I don’t blame them. There are TDD frameworks for C++, C#, Ada, Python and basically any other language and/or development environment. Do a Google search on the web on any programming language/IDE and TDD and you get thousands of results. Do the same for TwinCAT and you’re on your own.
lopment (TDD) doesn’t seem to be all too common among TwinCAT-developers, which is a shame. From my experience, TDD has a strong foothold everywhere among developers, but TwinCAT? Not so much. And I don’t blame them. There are TDD frameworks for C++, C#, Ada, Python and basically any other language and/or development environment. Do a Google search on the web on any programming language/IDE and TDD and you get thousands of results. Do the same for TwinCAT and you’re on your own.